








独特的专业技术
硬轨气浮与整机环温热补偿, 让精度更加提升
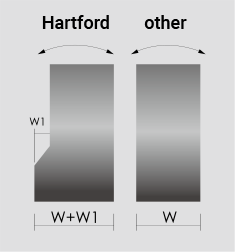
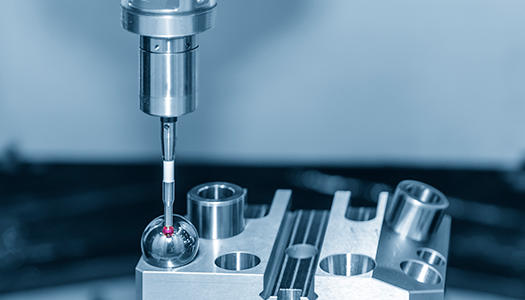
1. 硬轨气浮在加工时,尖角误差减少50%,背隙误差减少30%。
2. 自制主轴,偏摆 5μm 内。
3. 整机环温热补偿能发挥在 6米以下龙门精度达 ≦0.03 mm。
Logout?
登出会员
您确定要登出会员账号吗?
龙门硬轨加工中心
高刚性重切削 AI 龙门加工中心
具有更全面功能,刚性更好,稳定度佳.
One & only :
Ai 技术的运用,让机台加工精度不再受到环境因素影响,即使常温厂房即可达到高精度的加工。而且加工效率不受工件重量以及其他因素所造成的影响,搭配自动驾驶功能,如同Tesla 汽车自动驾驶功能一样,达到机器加工自动化。
整机环温热补偿
LSN 载重自动调机
智慧注油
ECO 开关
智慧卷屑
AFC 自动进给率控制
温度不再是影响机台加工精度的问题, 环境温度在 8℃ 以内,热伸长可确保在 0.03mm 以内
机台自动载重侦测和参数调整,实现一键调机的目的。
不影响加工精度与机器寿命、但可以帮您省油,最多达50%
当机台三轴0速,包含无快速进给、JOG按键、手轮移动动作机台闲置20分钟时,将自动启动此功能,最大可节能17%。
适用于有大量铁屑的重切削,再也不怕产生积屑问题
面铣侧铣重切削时加工效率提升约21%
1. 硬轨气浮在加工时,尖角误差减少50%,背隙误差减少30%。
2. 自制主轴,偏摆 5μm 内。
3. 整机环温热补偿能发挥在 6米以下龙门精度达 ≦0.03 mm。
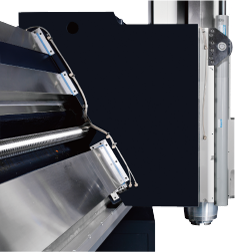
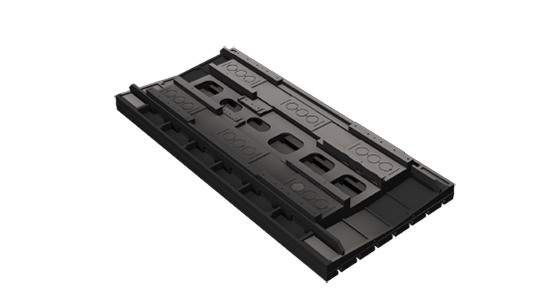
横梁三硬轨

横梁斜背式设计
超大力柱设计
1. 横梁三硬轨设计: 提升刚性 30%。
2. 横梁斜背式设计: 加宽滑轨的支撑面,提升机台稳定度使机台更耐重切削。
3. 立柱大跨距: 使整机能承受更大的主轴切削力。
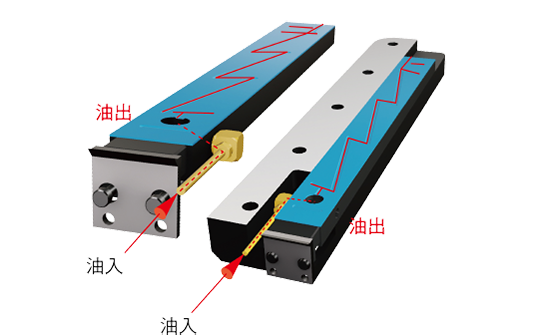
智慧斜楔
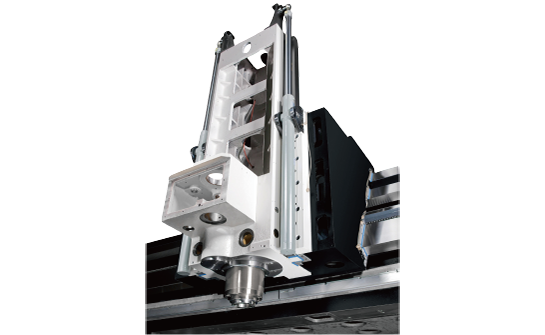
自制齿轮头
手动,半自动 万向头

90度手动, 半自动 角度头

350, 500 mm 延伸头
1.智慧斜楔直接入油润滑: 避免铸件与斜楔接触面的漏油问题与避免导致 Turcite -B 摩擦片的润滑失误。
X & Y 轴双斜楔设计有效提升加工精度。
2. 自制齿轮式传动机头: 在低转速拥有高扭力,高转速适用于模具加工业。
3. 搭配角度头来满足不同的加工需求。

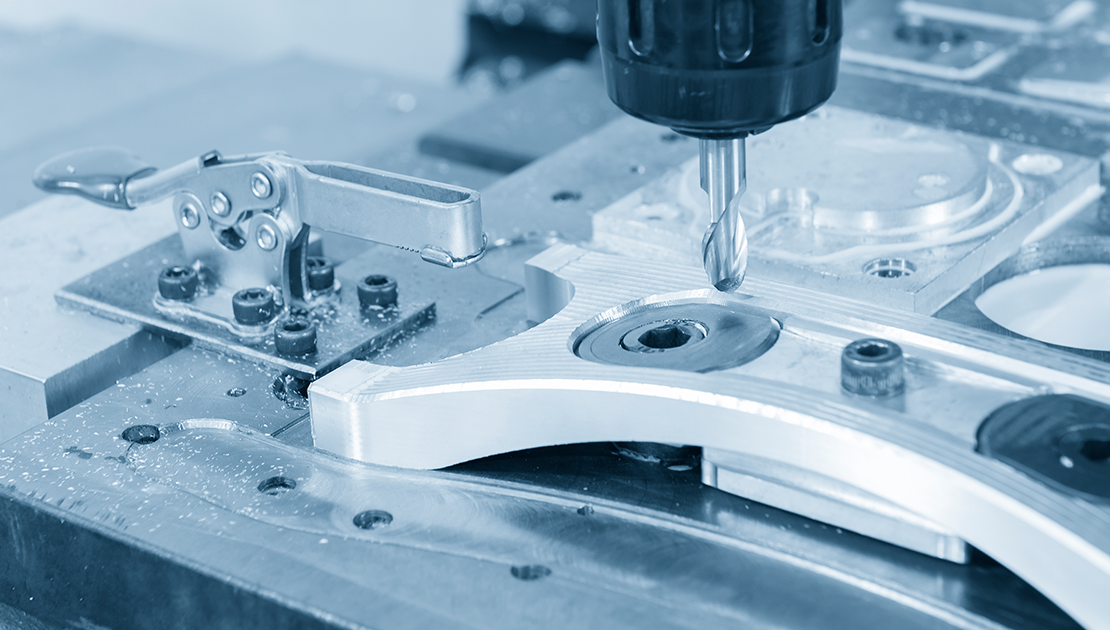
面铣

端铣
钻孔

攻牙
1. 累积 58 年工具机制造工艺,加上 AI 技术,使加工精度/效率/光洁度几乎等同日本机的水平
2. Super Speed Cycle time 加工效率比台湾同业提升 15% ~ 50%
.Model:SW-423
.主轴:6,000 rpm 齿轮式主轴 22kw
.切削材质:S45C

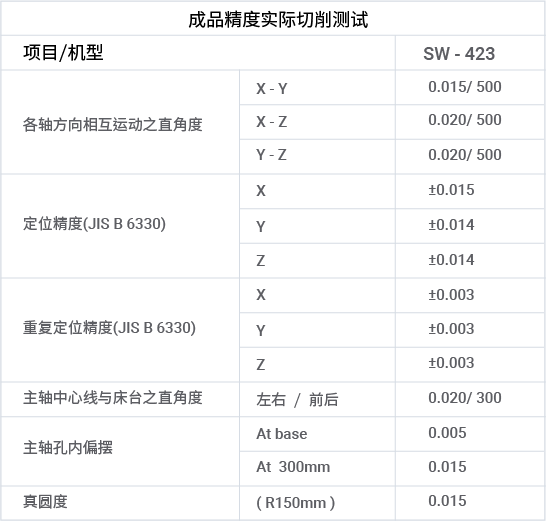
3D 轮廓度公差符合标准:
使用三次元量测方式进行 3D 轮廓度公差量测,抽测114点均在公差内 (± 0.02mm)
OMV ( On Machine Verification) 机上检验:
搭配 OMV 机上检验系统,直接在机台上面进行三次元尺寸检验、减少工件搬运时间并确保每一个工件都是良品

工作台面积
4000 x 2200
mm
最大载重(平均负载)
12000
kg
T 型槽 槽宽 X 间距 (槽数)
28 x 250 (16)
mm
X轴行程
4000
mm
Y轴行程
2300
mm
Z轴行程
780 opt. 1070
mm
主轴锥度
#50
主轴转速(齿轮式)
4000 / 6000
rpm
主轴转速(直结式)
10000 /12000
rpm
刀具数
S:20 A: 32(40)
pcs
刀柄
BT-50 (BBT-50 /CAT-50 /DIN69871A)
主轴马达(连续 / 30分)
15/18.5 opt.18.5/22, 22/26, 30/37
kw
